Процесс порошковой металлургии является относительно новым и имеет ряд преимуществ по сравнению с процессом литья металла. Тем не менее, этот процесс не может полностью заменить функцию литья, имеет свои преимущества и недостатки.
Преимущества порошковой металлургии в том, что качество и эффективность полученного материала получается высокой. В результате процесса можно сделать результирующий материал у которого плотность и температура его плавления будут достаточно высоки.
Недостаток процесса порошковой металлургии заключается в ограниченности формы и точности, которые могли бы быть сделаны.
Порошок для сырья (частицы имеют размер от 0,01 до 500 мкм) — это одна из фундаментальных проблем, которые также необходимо решать. Хотя запасы руды большие, но этот порошок требуется изготовить.
Кроме того чтобы выявить преимущества и недостатки порошковой металлургии необходимо рассмотреть:
- как готовится порошковый материал;
- какие этапы процесса изготовления;
- как должно быть задано давление для того, чтобы можно было получить изделие, которое является достаточно прочным;
- как должны быть заданы температура и время спекания, чтобы полученный связующий атом считался достаточно прочным;
- как конструкция заготовки может быть обработана с помощью порошковой металлургии.
Процесс производства металла порошковой металлургией достаточно известен с 18-го века.
Порошковая металлургия — это процесс формирования заготовки из товарного металла, при котором металл сначала разрушается до образования муки, затем прессуется в пресс-форме и нагревается ниже температуры плавления порошка так, чтобы образовалась заготовка. Так что перемешивание частиц металла обусловлено механизмом переноса массы за счет диффузии атомов между поверхностями частиц. Метод подразумевает скрупулезное отношение к составу и использованию смеси.
Продукт порошка может состоять из смеси порошков различных металлов и других материалов, чтобы увеличить твердость и качество объектов в целом.
Кобальт или железо связывают частицы вольфрама, графит добавляют в металлические подшипники для повышения качества подшипников и т.д.
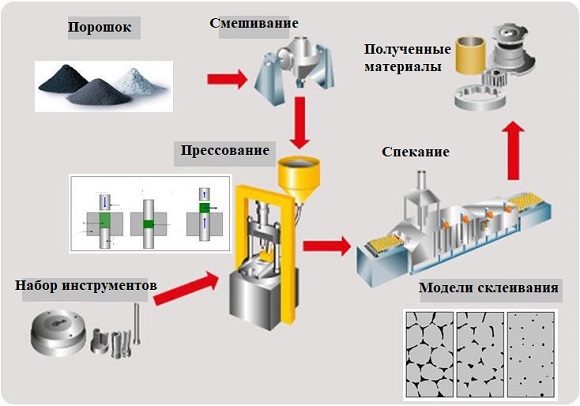
Этапы производства в порошковой металлургии
Шаги, которые необходимо пройти и чтобы определить преимущества порошковой металлургии, в том числе:
- Приготовление и изготовление порошка.
- Смешивание.
- Формование и уплотнение.
- Нагрев (спекание).
Существует несколько способов изготовления порошка, среди прочих:
- Разложение, происходящее в материале, содержащем металлический элемент. Материал будет разлагаться/отделять элементы при нагревании до достаточно высокой температуры. В этом процессе участвуют два реагента, а именно соединения металла и восстановитель. Второй реагент может быть осязаемым твердым веществом, жидкостью или газом.
- Распыление жидких металлов на сопло, через которое подается под давлением вода, так что образующиеся гранулы являются небольшими.
- Электролитическое осаждение, изготовление порошков с помощью процесса электролиза, который обычно производит порошок, который является высокореактивным и хрупким. Для этого материала нужно дать специфическую обработку отжига. Форма гранул, получаемых электролитными отложениями — форменная дендритная (форма елочных веточек).
- Механическая обработка твердых материалов, изготовление порошков с помощью шарового фрезерования. Материал, изготовленный с помощью механической обработки, должен быть материалом, который легко трескается, таким как чистые металлы, висмут, сурьма, металлический сплав, который является относительно твердым и хрупким и керамика.
Смешивание
Смешивание порошка может быть произведено путем смешивания различных металлов и других материалов для обеспечения лучших физико-механических свойств.
Существует два вида смешивания, а именно:
- Влажное смешивание, которое представляет собой процесс, в котором порошковая матрица и наполнитель смешиваются сначала с растворителем. Этот метод применяется, если используемый материал (матрица и наполнитель) легко подвергается окислению. Цель растворителя состоит в том, чтобы облегчить процесс и покрыть поверхность, чтобы предотвратить возникновение окисления на используемом материале.
- Сухое смешивание, то есть процесс смешивания осуществляется без использования растворителей, способствующих растворению, и осуществляется на наружном воздухе. Этот метод используется, когда используемый материал нелегко подвергается окислению.
Определяющими факторами однородности распределения частиц являются скорость перемешивания, продолжительность времени перемешивания, размер и тип частиц, температура и среда процесса. Чем больше скорость смешивания тем более однородным получается распределение частиц.Однородность смеси сильно влияет на процесс прессования (уплотнения), поскольку сила сжатия, заданная в момент уплотнения, будет распределена равномерно, так что качество связи между частицами будет лучше.
Прессование (уплотнение)
Прессование-это процесс сдавливания порошка в желаемую форму в соответствии с пресс-формой. Существует 2 вида способа уплотнения, а именно:
- Холодное прессование, а именно упор без сильного нагревания, но с давлением от 100 до 900 МПа. Этот метод используется, когда используемые материалы легко окисляются, например алюминий.
Процесс холодного прессования может состоять из прессования штампа который делается на пресс-форме, содержащей порошок. Холодное прессование с упором на порошок комнатной температуры, который имеет одинаковое давление со всех сторон.
Также применяется прокатка, а именно упор на порошковый металл с использованием прокатного стана. - Горячее прессование при температуре выше комнатной. Этот метод используется, когда используемый материал не окисляется.
Суть прессования, чтобы порошок мог прилипать друг к другу до улучшения его связи процессом спекания. В процессе получения сплава методом порошковой металлургии связующий порошок образуется в результате сцепления между поверхностью, взаимодействие путем адгезии и диффузии между поверхностью, которые могут возникать в процессе спекания. Форма предметов, которые снимаются с прессования, так называемые компактные сырьевые материалы, должны напоминать конечный продукт, но его прочность все равно невысока.
Чтобы избежать возникновения разницы в плотности в момент прессования используется смазка, направленная на уменьшение трения между частицами и стенками пресс-формы. При использовании смазочного материала выбирается такой, который не реагирует с порошковой смесью и который имеет низкую температуру плавления, так чтобы в процессе спекания исходный уровень смазочного материала испарился.
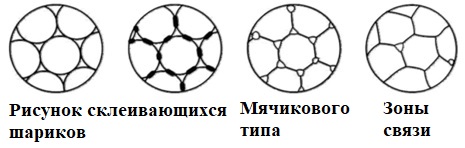
В процессе уплотнения возможны 3 модели склеивания:
- Рисунок склеивающих шариков. Возникает, когда величина заданной силы сжатия меньше предела текучести матрицы и наполнителя, так что порошок не изменяет форму постоянно или деформирует эластичность лучше на матрице и наполнителе, так что порошок остается шарообразным.
- Узор склеивания мячикового типа. Возникает, когда величина сжимающей силы обеспечивается между пределом текучести матрицы и наполнителя. Это приводит к тому, что один материал (матрица) пластически деформируется, а другой (наполнитель) нет, так что образующиеся частицы как бы формируют шаровое поле.
- Рисунок зон связи. Возникает, когда величина обеспечиваемой сжимающей силы больше на пределе текучести матрицы и наполнителя. Это приводит к тому, что два материала (матрица и наполнитель) пластически деформируются, так что образующиеся частицы как бы формируют поля.
Нагрев (спекание)
Нагрев при температуре ниже температуры плавления композиционных материалов называется спеканием.
В процессе спекания образуются твердые предметы из–за образующейся связи. Тепло вызывает единство частиц и эффективность реакции поверхностного натяжения повышается. Другими словами, процесс спекания вызывает слияние частиц таким образом, что плотность увеличивается. В ходе этого процесса образуются границы зерен, что является стадией перекристаллизации. Температура спекания обычно составляет 0,7-0,9 от температуры плавления. Время нагрева зависит от типа металла. Окружающая среда непосредственно внутри штампа очень важна, потому что сырье состоит из мелких частиц, которые имеют большую площадь поверхности. Поэтому окружающая среда должна состоять из газа восстановления или азота, чтобы предотвратить возникновения оксидного слоя на поверхности во время процесса спекания.
Параметры спекания включают температуру, время, скорость охлаждения, скорость нагрева, атмосферное спекание и тип материала.
Исходя из характера склеивания, возникающего в процессе сжатия, можно выделить 2 явления, которые могут возникнуть в момент спекания, а именно:
Усадка
Если в момент уплотнения образуется рисунок склеивания шарикового поля, то в процессе спекания образуется усадка, возникающая из-за того, что в процессе спекания газ (смазка), находящийся на пористости, испытывает дегазацию (выделение газа в момент спекания). А если температура спекания будет постоянно повышаться, то произойдет диффузия на поверхности между частицами матрицы и наполнителя, на которой окончательно образуется жидкий мостик горловины (образуется фазовая смесь между матрицей и наполнителем). Жидкий мостик покрывает пористость.
Трещины (растрескивание)
Возможно при уплотнении образуется сцепление между частицами в виде закрытых объемов, вызывающих улавливание газа/смазки внутри материала. В момент спекания захваченный газ не успел выйти наружу, но жидкий мостик уже произошел, так что путь был закрыт. Газ, попавший в эту ловушку, будет проталкиваться в любом направлении так, что произойдет вздутие (расширение), так что давление будет выше, чем давление снаружи. Если качество связующей поверхности частиц в композиционном материале низкое, то он не сможет выдержать большее давление и произойдут трещины (растрескивание). Трещины также могут возникать в результате процесса менее совершенного уплотнения, наличия теплового удара в момент нагрева за счет теплового расширения матрицы и наполнителя.
Процесс спекания включает в себя 3-ступенчатый нагревательный механизм:
- Предварительное спекание-это процесс нагрева, который направлен на:
— уменьшение остаточного напряжения вызванного процессом уплотнения
— вытеснения газа или твердой смазки, которая задерживается в пористости композиционного материала (дегазация). Не применяется слишком быстрое изменение температуры во время процесса спекания чтобы избежать тепловой удар. Температура предварительного спекания обычно проводится на 1/3 температуры плавления. - Диффузионная процедура
В процессе нагрева до возникновения массопереноса на поверхности между частицами порошка, взаимодействующими друг с другом, делают падатемпературное спекание (2/3 ). Атомы на поверхности частиц диффундируют между поверхностью, тем самым увеличивая прочность материала. - Устранение пористости
Конечной целью процесса спекания на основе является получение материала, обладающего высокой прочностью. Именно из-за наличия диффузии между поверхностью частиц порошка, возникает горловина (жидкий мост) между частицами. Нагрева приводит к устранению пористости (образованию спеченной плотности).
Отделка
На момент финишной обработки пористость полностью спеченного материала все еще значительна (4-15%). Для улучшения свойств могут проводить термообработку.
Преимущества и недостатки порошковой металлургии
Преимущества процесса порошковой металлургии, среди прочих:
- способность контролировать качество и количество материала;
- обработка использует низкую температуру поэтому энергоэффективность производства высокая;
- скорость получения продукта высокая;
- процесс экономичный, потому что никакой материал не тратится впустую во время обработки.
Недостаток порошковой металлургии, в том числе:
- стоимость изготовления и хранения порошка дорогая;
- невозможно получить критически важные допуски, так как металлический порошок не способен перетекать в литейное пространство;
- трудно получить равномерную плотность.
Заключение
Можно сделать вывод, что порошковая металлургия представляет собой процесс формирования заготовки из товарного металла, при котором металл сначала разрушается в виде муки, затем мука прессуется в пресс-форме и нагревается ниже температуры плавления порошка таким образом, чтобы образовалась заготовка.
Этапы, которые необходимо пройти по порошковой металлургии, среди прочих: подготовка и изготовление порошков, смешивание (перемешивание), упор (уплотнение) и нагрев (спекание).